轴的机加工工艺 轴的加工工艺
2020-01-14 00:28:28
来源:朵拉利品网
1, 轴的加工工艺

一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:(一)尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。(二)几何形状精度轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。(三)相互位置精度轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。(四)表面粗糙度一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。二、轴类零件的毛坯和材料(一)轴类零件的毛坯轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。中小批生产多采用自由锻,大批大量生产时采用模锻。(二)轴类零件的材料轴类零件应根据不同的工作条件和使用要求选用不同的材料并采用不同的热处理规范(如调质、正火、淬火等),以获得一定的强度、韧性和耐磨性。45钢是轴类零件的常用材料,它价格便宜经过调质(或正火)后,可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,淬火后表面硬度可达45~52HRC。40Cr等合金结构钢适用于中等精度而转速较高的轴类零件,这类钢经调质和淬火后,具有较好的综合机械性能。轴承钢GCr15和弹簧钢65Mn,经调质和表面高频淬火后,表面硬度可达50~58HRC,并具有较高的耐疲劳性能和较好的耐磨性能,可制造较高精度的轴。精密机床的主轴(例如磨床砂轮轴、坐标镗床主轴)可选用38CrMoAIA氮化钢。这种钢经调质和表面氮化后,不仅能获得很高的表面硬度,而且能保持较软的芯部,因此耐冲击韧性好。与渗碳淬火钢比较,它有热处理变形很小,硬度更高的特性。
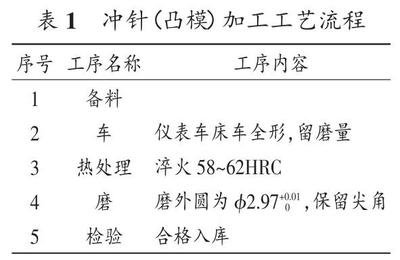
2, 加工轴的工艺流程?
由于车床主轴含有台阶,内孔,能够充分的反映出轴类零件的特点,所以现使用主轴来进行举例.1,首先锻件毛坯两端钻中心孔,粗车外圆几大档台阶;2,进行调质;3,半精车各档台阶,外圆和长度放余量,然后搭中心架车对总长;4,中心架上钻轴内通孔;5,搪两端锥孔,两端镶闷头,钻中心孔,为磨削做准备;6,精车各档外圆及台阶平面,放磨削余量,并且车外圆上各槽,倒角;7,磨削各档外圆及台阶平面到尺寸;8,装配后在本车床上加工各螺纹. 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:(一)尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。(二)几何形状精度轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。(三)相互位置精度轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。四)表面粗糙度一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63μm,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16μm。二、轴类零件的毛坯和材料(一)轴类零件的毛坯轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。中小批生产多采用自由锻,大批大量生产时采用模锻。(二)轴类零件的材料轴类零件应根据不同的工作条件和使用要求选用不同的材料并采用不同的热处理规范(如调质、正火、淬火等),以获得一定的强度、韧性和耐磨性。45钢是轴类零件的常用材料,它价格便宜经过调质(或正火)后,可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,淬火后表面硬度可达45~52HRC。40Cr等合金结构钢适用于中等精度而转速较高的轴类零件,这类钢经调质和淬火后,具有较好的综合机械性能。轴承钢GCr15和弹簧钢65Mn,经调质和表面高频淬火后,表面硬度可达50~58HRC,并具有较高的耐疲劳性能和较好的耐磨性能,可制造较高精度的轴。精密机床的主轴(例如磨床砂轮轴、坐标镗床主轴)可选用38CrMoAIA氮化钢。这种钢经调质和表面氮化后,不仅能获得很高的表面硬度,而且能保持较软的芯部,因此耐冲击韧性好。与渗碳淬火钢比较,它有热处理变形很小,硬度更高的特性。
3, 轴类零件加工工艺规程及注意点都有哪些?

轴类零件中工艺规程的制订,直接关系到工件质量、劳动生产率和经济效益。一个零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点:1、零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。2、渗碳件加工工艺路线一般为:下料→锻造→正火→粗加工→半精加工→渗碳→去碳加工(对不需提高硬度部分)→淬火→车螺纹、钻孔或铣槽→粗磨→低温时效→半精磨→低温时效→精磨。3、粗基准选择:有非加工表面,应选非加工表面作为粗基准。对所有表面都需加工的铸件轴,根据加工余量最小表面找正。且选择平整光滑表面,让开浇口处。选牢固可靠表面为粗基准,同时,粗基准不可重复使用。4、精基准选择:要符合基准重合原则,尽可能选设计基准或装配基准作为定位基准。符合基准统一原则。尽可能在多数工序中用同一个定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠表面为精基准。工艺规程制订得是否合理,直接影响工件的质量、劳动生产率和经济效益。一个零件可以用几种不同的加工方法制造,但在一定的条件下,只有某一种方法是较合理的。因此,在制订工艺规程时,必须从实际出发,根据设备条件、生产类型等具体情况,尽量采用先进加工方法,制订出合理的工艺过程。
4, 该轴零件的机械加工工艺。1.零件图分析2零件的装夹及夹具的选择3加...
图形分析:1.轴类零件,上车床加工2.有键槽,需要在铣床上加工键槽3.有三个位置粗糙度是0.8,需要在磨床上加工,另外有键槽那个位置少个磨削退刀槽工装夹具:1.车床 三爪卡盘,鸡心夹头2.铣床 分度头+尾座 或者用V型铁和铜皮在用压板压住。3.磨床 双顶针装夹了加工方案:1.车床 先用卡盘装夹粗车,定长,台阶位置0.5余量,外圆留1.5mm余量,退刀槽不要加工,再借助鸡心夹头半精加工,把外圆余量控制到0.3~0.5mm,槽加工出来。93°外圆车刀,转速800,粗车走刀每转0.2,半精加工0.1,2mm宽切槽刀一把,转速500,每转0.04mm2.铣床 先用6mm立铣刀再用8mm铣刀加工,避免8mm尺寸超差。3.磨床 双顶针加鸡心夹头,掉一次头就好了
相关资讯
相关产品
最新资讯
相关企业